Have You Encountered These Common Problems With Cylindrical Grinders?
Views : 8976
Author : Ping Cai
Update time : 2022-04-21 16:41:02
Classification of Cylindrical Grinders
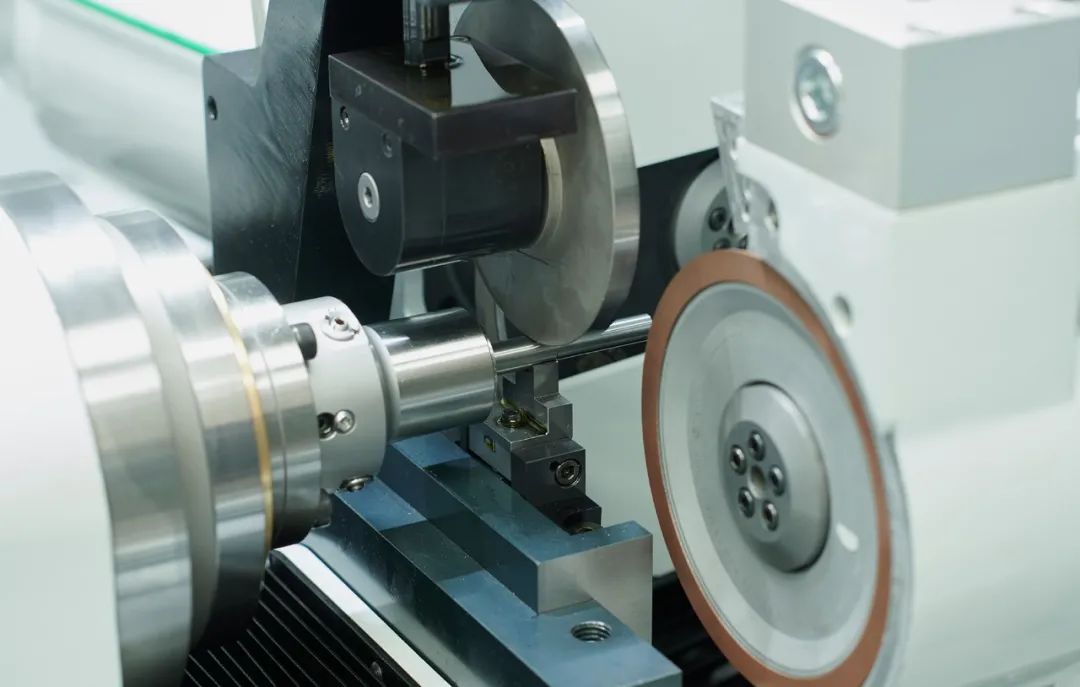
Among all the grinding machines, the cylindrical grinding machine is the most widely used type of machine tool. It is mainly used for the precision grinding of the end face, outer circle and conical surface of batches of shaft parts. It is the main equipment in the automotive engine and other industries. It can be divided into ordinary cylindrical grinder, universal cylindrical grinder, end cylindrical grinder and other types.
Ordinary Cylindrical Grinder: The "ordinary" here refers to a wide range of applications and strong versatility, and various special cylindrical grinders are developed on its basis. Ordinary cylindrical grinders use grinding wheels to roughen the surface of the workpiece. Since their processing conditions are limited, they are generally only suitable for processing the rough surface of ordinary workpieces.
Universal Cylindrical Grinder: It is the most commonly used cylindrical grinder. Its process range is wide. In addition to grinding the outer cylindrical surface and the conical surface, it can also grind the inner hole and the stepped surface.
End Face Cylindrical Grinder: It is a grinder with an inclined grinding wheel frame and inclined feed. It is mainly used to grind the end face and outer circle of shaft parts with shoulders. It is suitable for mass production workshops.
Frequently Asked Questions and Solutions
Causes: Longitudinal feed and grinding depth are too large. When dressing the grinding wheel, the surface of the grinding wheel is uneven. The rigidity of the headstock and tailstock of the grinding machine is not good, and deformation occurs under the action of grinding force, causing the axis of the workpiece to be skewed. The lubricating oil film of the guide rail of the worktable is too thick, which causes oscillation during the operation of the worktable. The two edges and corners of the grinding wheel are not rounded.
Solution: Appropriately reduce the grinding depth and longitudinal feed. Dress the grinding wheel well and keep the grinding wheel sharp, and use a whetstone to round the edges and corners of the grinding wheel after dressing the grinding wheel. Appropriately reduce the extension length of the tailstock sleeve, use a center with a larger diameter and adjust the bearing clearance of the headstock to increase the rigidity. Appropriately adjust the pressure of the guide rail lubricating oil. Open the bleed valve to remove air from the hydraulic system.
Causes: The shape of the central hole of the workpiece is not round, or the depth is too shallow, or there are burrs and dirt. The workpiece is too loose, and the top cone does not fit well with the headstock and tailstock cone holes. The workpiece weight is unbalanced and the allowance is uneven in the circumferential direction. The grinding wheel spindle bearing clearance is too large, etc.
Solution: Repair the center hole to meet the requirements. Re-adjust the position of the tailstock to achieve a reasonable top-top tightening force. When grinding a heavy workpiece, a balance block should be added to balance the rotation of the workpiece. Adjust the clearance between the grinding wheel frame and the headstock spindle bearing. When the workpiece grinding allowance is uneven, the grinding depth should be reduced, divided into rough grinding, semi-finishing and fine grinding, and the number of smooth grinding should be increased.
Causes: The workpiece speed is too high, causing self-excited vibration. The center hole of the workpiece is polygonal. The rotation of the grinding wheel drive motor is unbalanced, and the length and thickness of the belt are inconsistent. The bearing clearance of the grinding wheel spindle is too large, resulting in periodic radial runout. The unbalanced rotation of the grinding wheel produces vibration and uneven wear of the grinding wheel..
Solution: After the new grinding wheel is installed on the flange, it must be strictly statically balanced. After being installed on the grinding wheel spindle of the grinding machine for dressing, after dismounting, perform a static balance again. After the grinding wheel has been used for a period of time, a static balance needs to be carried out. Before stopping the use of the grinding wheel, the grinding fluid must be turned off to prevent the grinding fluid from being adsorbed on the lower part of the grinding wheel, resulting in the unbalanced rotation of the grinding wheel. Rebalance the grinding wheel motor and select a drive belt of the same thickness and length. Adjust the clearance between the grinding wheel spindle and the headstock spindle bearing. When the rigidity of the workpiece is poor, the center frame should be used for support, and the speed of the workpiece should be appropriately reduced.
Causes: Too much grinding. Insufficient supply of cutting fluid.
Solution: Appropriately reduce the feeding amount of the cylindrical grinder. Ensure sufficient supply of cutting fluid.
Cause: The dwell time of the reversing table is too short. The grinding wheel is worn and the outer corner of the grinding wheel becomes rounded.
Solution: Extend the dwell time of the worktable reversing. Correct the grinding wheel of the CNC cylindrical grinder in time to ensure the grinding accuracy of the workpiece.
Causes: The grinding wheel goes beyond the end face of the workpiece too little. The dwell time of the worktable is too short. When grinding the slender shaft, the top is too tight. The pressure of the horizontal support block of the center frame is too high.
Solution: Correctly adjust the position of the reversing striker on the worktable, so that the grinding wheel exceeds the width of the grinding wheel by 1/3~1/2 of the end face. Adjust the dwell time of the worktable. Adjust the top pressure. Correctly adjust the position of the horizontal support block of the center frame.
Solution: Adjust the spindle of the grinder to check whether the spindle clearance is too large. Check whether the clearance of the tail seat sleeve is too large. Check the busbar at the top of the machine tool.
Solution: Check whether there is a soft connection between the grinding wheel spindle motor and the spindle box (rubber skin, cork board, etc.). Check whether the dynamic balance of the grinding wheel is qualified. Check whether the circular runout, radial clearance and axial movement of the grinding wheel spindle, head spindle and tailstock are out of tolerance to ensure the integrity of the spindle itself.
Other Considerations
Generally, the larger the grinding wheel of the grinder, the larger the feed amount, and vice versa. The rougher the workpiece, the smaller the feed amount, and vice versa. The feed amount should not be too large, otherwise it will increase the loss of the grinder.
The center hole of the grinder workpiece is generally processed with a special center hole drill, including type A, type B (with guard cone), and type C (with thread and guard cone), so it is not necessary to measure the depth of the center hole. Because its depth is determined by the center hole drill.
When measuring the workpiece, be sure to stop the grinding wheel, and wait for the workpiece to stop rotating before measuring. At this time, if the grinding wheel does not stop running and the workpiece has stopped rotating, it will continue to grind the surface of the workpiece, which will affect the finished workpiece.